Laser metal welding is a method of joining materials in which the contact surface of the welded materials is melted using a laser beam. Depending on the specific application, it is possible to weld different materials with different thicknesses, or parts with different welding joint widths. It is also possible to add material, even though most applications do not require it. Various types of detectors and feedback loop correction devices are implemented in the process to improve the quality of resulting weld. Laser welding, typically a robotized application, is very precise and produces high quality welds with a small heat affected zone.
Laser metal welding
Wobble welding
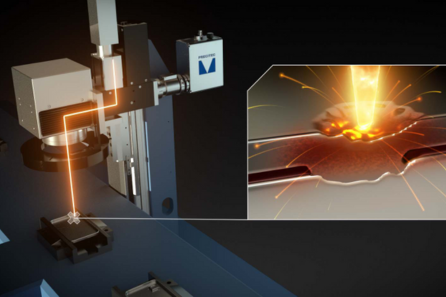
To improve the weld quality, several methods are used. Wobble welding uses beam oscillation around the welding trajectory of the robot. This method makes it possible to achieve stronger welds, provides better control of the weld pool and reduces the requirement for fixture accuracy without the need to implement robot motion correction tools. It is a relatively inexpensive solution with a quick return.
BrightLine weld
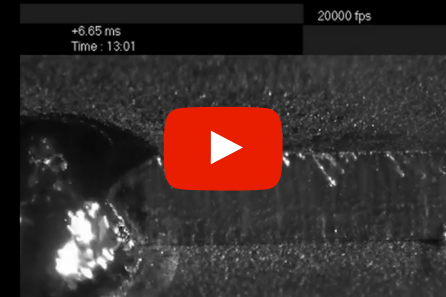
The BrightLine weld method, which controls the energy distribution at the laser processing point (so-called “spot”), eliminates spatter around the weld by controlling the morphology (so-called “keyhole”). The keyhole is an area of the weld pool where plasma and metal vapors are generated, pushing the liquid phase aside, allowing the laser beam to penetrate much deeper. The BrightLine weld’s “keyhole” technology imperceptibly expands and improves vapor exhaustion, making it possible to minimize the weld porosity and surface spatter using materials up to 25 mm.
Weldmaster technology
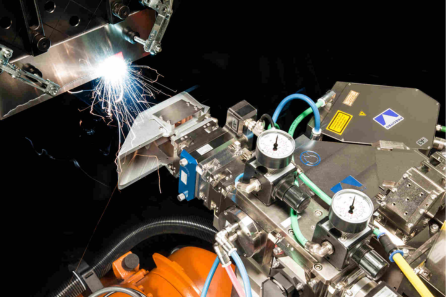
With the Precitec‘s Weldmaster 4.0 technology, the laser beam can be easily transported to the desired location. An auxiliary laser beam and a camera-based detection system for finding edges and joints are used for positional accuracy. Automatic joint targeting ensures that the customer always obtains a precise weld, regardless of robot trajectory accuracy and fixture accuracy. This technology also guarantees perfect energy distribution when welding parts with different thicknesses or melting points. It can also be used to find edges during laser deburring of large workpieces.
Weld quality assessment
The LWM 4.0 technology is used to assess weld quality directly during the welding process. This technology is able to find and mark defects in the weld and evaluate whether the final piece is OK or NOK. LWM technology helps technologists evaluate sources of error such as incorrect part positioning, contaminated surface, insufficient penetration, failure of protective atmosphere or weld defects. Continuous inspection at each weld point ensures that no errors go undetected and significantly hastens subsequent output inspection. This technology also stores all of the necessary data, so that each weld is documented and each part is easily traceable.
Selected projects

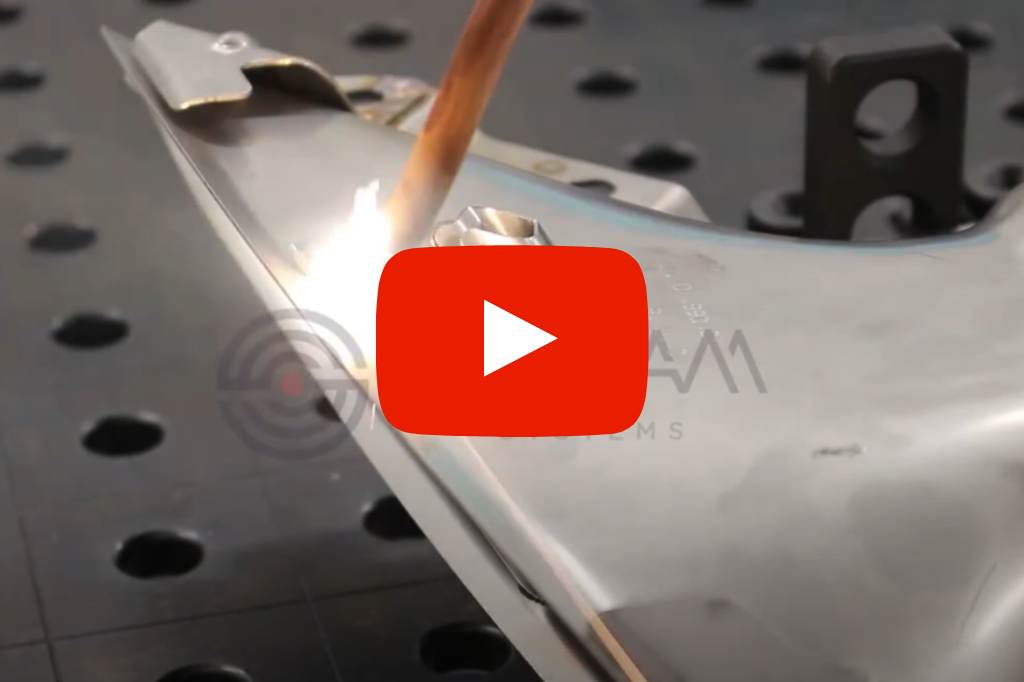
In this project, we successfully implemented laser welding technology for welding decorative exhaust system tips.
